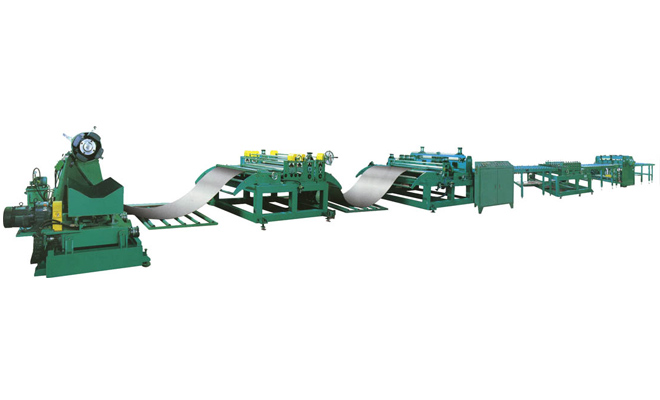
1. La máquina de desenrollar
es generalmente una estructura de un solo extremo con estructura de voladizo.La estructura telescópica del voladizo de cuatro barras aprieta el agujero interior de la bobina de acero, luego se instala en la máquina de desenrollar y se afloja y aprieta automáticamente a través de la presión electrohidráulica (el acumulador mantiene la presión para asegurar que la bobina de acero no se afloje durante el funcionamiento).Para facilitar el funcionamiento y el control automático de la velocidad de alimentación, se debe utilizar el control de frecuencia variable, el mecanismo de frenado neumático y el control del interruptor fotoeléctrico de arranque y parada.
Roller Press base Roller Press Supplier is a Plate Welding mechanism.En general, hay dos conjuntos de dispositivos de compresión para garantizar el uso de bobinas positivas y negativas, no hay bobinas sueltas.
desenrollador de un solo extremo equipado con carro de alimentación, acortando el tiempo de acoplamiento de dos rodillos, mejorando la eficiencia de la producción.El diseño del rodillo estrecho debe tener un dispositivo anti - inclinación.
2. La máquina de alimentación guiada
se utiliza principalmente para cortar la cabeza de la placa, sujetar durante la soldadura, ajustar la cola durante la soldadura, desenrollar la tira de acero hacia adelante por descarga activa.El modelo de utilidad está compuesto principalmente por un dispositivo de guía, un rodillo de sujeción, un reductor de velocidad del motor y un asiento de transmisión.
3. El dispositivo de soldadura a tope de cizallamiento
utiliza soldadura semiautomática a tope de cizallamiento, es decir, cabeza de corte (cola), el posicionamiento del material es manual.La función principal del dispositivo es introducir la banda de acero no enrollada y cortar la cabeza y la cola de la banda de acero, alinear y presionar la Junta de la cabeza y la cola de la placa de acero, y el proceso de soldadura generalmente adopta la protección de argón.El tonelaje del compresor
se determina generalmente sobre la base de la fuerza de punzonado.El compresor suele estar equipado con un sistema de alimentación servo para satisfacer la precisión de alimentación por unidad de longitud del producto.La precisión general se controla en 0,5 mm / pieza.El cuerpo principal de la unidad de conformación
de la máquina de conformación
generalmente utiliza servomotor para proporcionar energía para garantizar la precisión de la formación.El servomotor está conectado en serie con el reductor de engranajes de gusano.La velocidad de formación determina la velocidad de rotación del motor y la relación de desaceleración de la rueda de gusano.El sistema hidráulico y neumático puede satisfacer las necesidades de posicionamiento y sujeción de la herramienta de cambio rápido.El dispositivo de parada de emergencia puede detener el cable en caso de error del depurador.El dispositivo de medición de la longitud se utiliza para medir la longitud de alimentación como método de posicionamiento aproximado para el Corte.El sistema de refrigeración puede enfriar rodillos y tiras de acero que producen calor durante el proceso de formación.El dispositivo de detección de fibra óptica se utiliza generalmente como base para el corte a escala fija.El molde de moldeo se puede rodar.6. El dispositivo de formación de arco (opcional)
es necesario para las bandas de productos que necesitan ser formadas en radianes de curvatura iguales o desiguales.La parte de cebado de arco incluye un dispositivo de rodillo de cebado de arco y un dispositivo de alimentación de cebado de arco.El dispositivo de rodillo de arco incluye tres puntos de flexión, una paleta giratoria y un dispositivo de arco de curvatura variable.La fuente de alimentación de arranque de arco proporciona asistencia de alimentación para el arranque de arco.La formación posterior de la sección
generalmente incluye dos conjuntos de punzonadoras.La unidad de conformación proporciona la Potencia de alimentación, completa el proceso de punzonado, recorte y prensado después de la formación de rodadura, y realiza la integración de la automatización y el proceso.8. El mecanismo de corte
completa el corte de la tira del producto.En general, la precisión de Corte debe alcanzar± 0,5 mm, la altura del Burr debe ser inferior al valor requerido.El dispositivo de codificación
generalmente incluye una cinta transportadora, un manipulador y una caja de almacenamiento.Después de cortar el mecanismo de Corte, el producto cae en la cinta transportadora y el brazo mecánico pone el producto en el almacén.
otras
unidades de producción continua de flexión de rodillos consisten generalmente en las partes anteriores, que pueden realizar un modo de producción altamente automatizado y continuo.Para algunos productos laminados de sección cerrada, se necesita una máquina de soldadura láser o una máquina de soldadura por puntos de rodillo DC para soldar la zona cerrada.El modelo de utilidad puede integrar los procesos de estampado, prensado, recorte, etc. en el proceso de formación de rodadura de una estructura de área pequeña.