Hz roll Bending tiene un concepto de máquina de alta calidad y excelente.En cuanto a la compatibilidad de las piezas formadas, se reducen los factores comunes de fallo y se garantiza la calidad del equipo.El objetivo de la formación de rodillos Hz es reducir al mínimo la tasa de fallo sin causa externa o fuerza mayor.
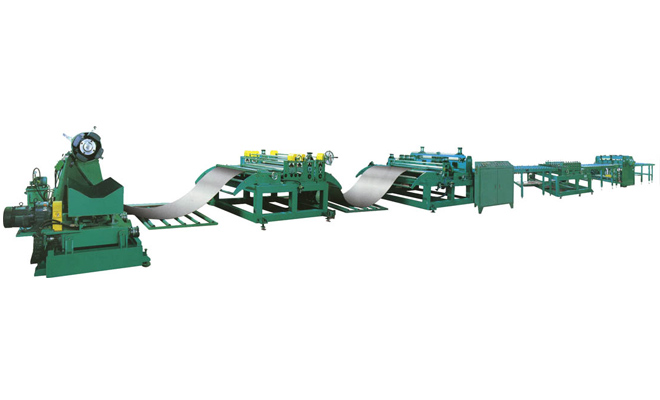
equipo de conformación de flexión en frío adoptar el concepto de diseño tecnológico razonable, la estabilidad estructural de toda la máquina es alta.Consiste en un alimentador→ Guía de alimentación→ Conjunto de rodillos / conjunto de moldeo→ Marco de tijera trasera→ Sistema de control electrónico PLC→ Marco de remolque.La parte más importante de
es la parte del eje del rodillo de moldeo.Cada rodillo del conjunto del eje del rodillo está formado mecánicamente por un rodillo frío.El proceso de formación del equipo consiste principalmente en conducir el engranaje / piñón por el motor, transmitir un canal de fuerza estable y razonable para cada eje de rodillo, pre - establecer un buen Canal de fuerza para el material de enrollado continuo, y formar gradualmente la formación continua de flexión en frío.Todo el mecanismo cam conduce el rodillo superior y el rodillo inferior a rodar sincrónicamente para realizar el rodillo preciso y la flexión de la bobina.Durante la puesta en marcha del eje de rodillo de la máquina de conformación de rodillos en frío, se prestará atención a los siguientes puntos.
1. Al depurar el eje de rodillo de la prensa de rodillos en frío, primero debe alinear los extremos delantero y trasero del equipo con la parte superior del eje final del bogie, y dibujar una línea horizontal de principio a fin para asegurar que el eje de rodillo de toda la máquina esté alineado en una línea recta.Durante la inspección, asegúrese de que el eje inferior se mantiene en línea recta dentro de la línea horizontal sin desviación.
2. Al ajustar la distancia entre los ejes superior e inferior de la máquina de conformación de rodillos en frío, las ruedas intermedias se alinearán hacia adelante y hacia atrás para asegurarse de que no hay desviación, y luego se bloquearán las tuercas a ambos lados del panel de pared.Asegúrese de que los rodillos de la primera y la última fila estén completamente alineados.